行业痛点与挑战
汽车轮毂轴承作为车辆底盘系统的核心组件,承担着支撑车身重量、承受径向与轴向复合载荷以及精确引导轮毂旋转的关键职能。其模具质量直接决定了最终锻件的几何精度与服役性能。
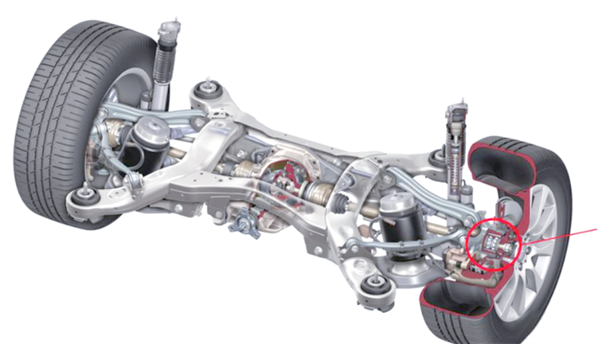
然而,在传统制造流程中,轮毂轴承模具(通常经由热锻工艺成型)面临严峻的检测瓶颈:
数据覆盖率低:传统三坐标受限于探针物理接触特性,仅能抽检有限点位(覆盖率通常<30%),极易遗漏曲面微区变形(如R角塌陷、型腔局部偏差)。
效率与时效矛盾:CMM单件检测耗时较长,难以匹配现代化产线的节拍需求;且无法在热锻后第一时间进行全态扫描,导致工艺反馈滞后。
缺陷放大效应:模具存在的微米级误差,在高温高压热锻环境下会被非线性放大,直接导致锻件出现飞边、折叠、填充不足等缺陷,造成废品率攀升(5%-8%)及模具寿命缩短(约30%)。
技术破局:拍照式蓝光3D扫描的系统优势
针对上述挑战,拍照式蓝光三维扫描技术(Photogrammetry & Blue Light 3D Scanning)凭借其非接触、高密度、全尺寸的特性,已成为复杂模具质量控制与工艺优化的首选解决方案。

新拓三维 XTOM计量级蓝光三维扫描仪在此场景下的核心优势如下:
1. 全域数据捕获与超高精度
不同于传统点采,XTOM采用高分辨率工业相机(500-1200万像素)配合结构光蓝光技术,可在单次拍摄中获取百万级点云数据。
精度保障:系统单幅扫描精度可达±0.006mm,能够精准还原模具表面最细微的纹理与结构特征。
效率飞跃:全流程扫描(含贴点、扫描、拼接)可在10分钟内完成,较传统方式效率提升数倍。
2. 针对复杂结构的适应性
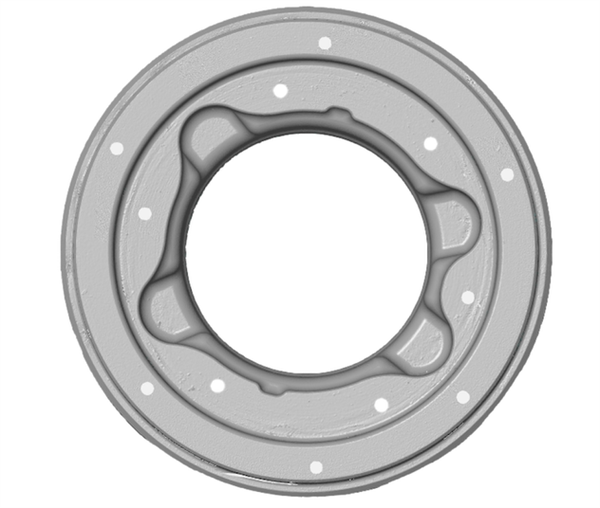
轮毂轴承模具包含大量的槽、孔、凸起及自由曲面。XTOM系统通过先进的算法,能够无死角地采集这些复杂特征的3D数据,有效解决了深腔、薄壁等难测区域的检测难题。
3. 数字化工艺闭环
系统输出的STL格式点云数据,可直接导入专业三维检测软件,与原始CAD数模进行全域对齐比对,生成直观的3D偏差色谱图。这不仅服务于“检”,更服务于“改”——工程师可依据量化数据反向修正模具设计或优化锻造工艺参数(如温度场、压力分布)。
实战应用:轮毂轴承模具3D检测全流程解析
现场实施
在检测现场,XTOM计量级蓝光三维扫描仪通过非接触方式快速采集模具表面信息。电脑端实时显示扫描进度与点云质量,操作直观。得益于蓝光技术对自然光环境的抗干扰能力,现场无需严格避光,部署灵活。
数据处理与分析
三维重构:系统自动拼接生成完整的模具3D模型数据。
形位公差检测:利用检测软件,可一键式分析平面度、圆柱度、同轴度及孔位偏差等关键形位公差。
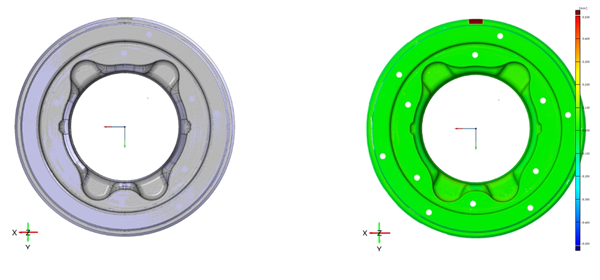
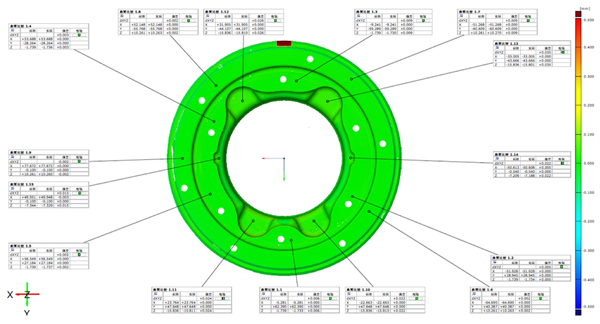
偏差可视化:通过色谱图(Color Map)直观展示偏差分布,红色区域代表正偏差(材料过多),蓝色区域代表负偏差(材料缺失),为修模、改模提供精确到微米级的决策依据。
价值延伸
质量追溯:所有检测报告均以数字化形式存档,构建产品全生命周期的质量履历。
防错纠错:在生产前端拦截误差累积,防止不合格模具流入生产线,大幅降低试模成本。
常见问题解答 (FAQ)
Q1:拍照式蓝光3D扫描与激光扫描相比,在汽车精密零件检测中有何区别?
A: 蓝光扫描(结构光)属于面扫描,单次拍摄即可获取一片区域的点云数据,速度快、精度分布均匀,特别适合模具这种具有复杂曲面的工件;而激光扫描多为线扫描,虽然在某些大尺寸工件上有优势,但在精细曲面的细节还原和数据密度上略逊于蓝光技术。此外,蓝光波长较短,抗环境光干扰能力强,更适合车间现场使用。
Q2:XTOM扫描仪针对汽车轴承模具的具体精度指标是多少?能否满足PPAP提交要求?
A:XTOM系统单幅扫描精度可达±0.006mm。该精度水平完全满足汽车行业对工装模具及关键零部件的尺寸检测要求,生成的3D全尺寸报告符合IATF16949体系下的PPAP(生产件批准程序)及相关质量文档提交标准。
Q3:扫描获取的STL数据除了做偏差分析,还能用于哪些环节?
A: STL数据用途广泛。除了常规的3D比对,还可用于逆向工程(抄数建模)、CAE分析前处理(网格划分)、数控加工余量分析,以及作为数字化样件进行虚拟装配验证,真正实现设计-制造-检测的数据闭环。
Q4:对于带有深孔或高反光表面的轴承模具,扫描效果如何?
A: XTOM蓝光三维扫描设备通常配备高分辨率镜头及智能曝光算法,配合专用的防反射显像剂(通常为无害粉末),可以有效解决金属表面的高反光问题。对于极深的盲孔,可能需要结合探针进行局部孔径探测和精度控制。















